Este compresor de descarga de gas está diseñado específicamente para operaciones de carga y descarga de gas en camiones cisterna y grupos de cilindros de gas. Su estructura altamente eficiente y fiable permite una rápida presurización, descarga y recuperación del líquido residual.
El equipo funciona de forma estable y es fácil de usar, cuenta con una protección de seguridad integral y un buen sellado, y es adecuado para diversas condiciones de gases industriales.
Se utiliza ampliamente en estaciones de servicio de productos químicos, energía y gas para mejorar la eficiencia de la descarga y garantizar operaciones seguras y fiables.
Se utiliza ampliamente en estaciones de servicio de productos químicos, energía y gas para mejorar la eficiencia de la descarga y garantizar operaciones seguras y fiables.
Principales parámetros técnicos de los compresores de carga y descarga de amoníaco líquido
No.
Modelo
Potencia del motor (kW)
Dimensiones generales (largo × ancho × alto) mm
Capacidad de carga/descarga (t/h)
1
ZW-0.6/16-24
15
~1100×700×900
~17.5
2
ZW-0.8/16-24
18.5
~1100×700×900
~23
3
ZW-1.0/16-24
22
~1100x700x900
~29
4
ZW-1.5/16-24
30
~1400x900x1180
~43
5
ZW-2.0/16-24
37
~1400×900×1180
~58
6
ZW-2.5/16-24
45
~1400x900x1180
~73
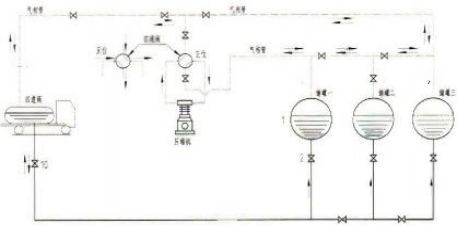
Diagrama de flujo del proceso de descarga
Transporte de líquidos
Inicialmente, se abre la tubería de la fase líquida entre el camión cisterna y el tanque de almacenamiento. Si el nivel de líquido en el camión cisterna es superior al del tanque de almacenamiento, fluirá automáticamente hacia este último y se detendrá al alcanzar el equilibrio. Si el nivel de líquido en el camión cisterna es inferior al del tanque de almacenamiento, se arranca directamente el compresor, con la válvula de cuatro vías en posición positiva. El gas se extrae del tanque de almacenamiento, se presuriza y se descarga en el camión cisterna a través del compresor. En este momento, la presión en el camión cisterna aumenta y la presión en el tanque de almacenamiento disminuye, lo que provoca que el líquido del camión cisterna fluya hacia el tanque de almacenamiento debido a la diferencia de presión. (Véase el diagrama a continuación).
Recuperación de gases residuales
Tras la descarga, queda algo de gas residual y gas saturado en el fondo del tanque. Cuando el usuario necesita recuperar esta porción del fluido, se invierte la válvula de cuatro vías y se cierra la tubería de la fase líquida. En ese momento, el compresor aspira el gas saturado restante en el tanque, lo presuriza y lo descarga en el tanque de almacenamiento. La presión en el tanque de almacenamiento aumenta, superando la presión de saturación de la fase gaseosa, lo que provoca la licuefacción del gas y, por consiguiente, su recuperación. Simultáneamente, la presión dentro del tanque disminuye y la fase líquida continúa vaporizándose hasta que todo el líquido se haya vaporizado y la presión de la fase gaseosa descienda al valor máximo de funcionamiento permitido por el compresor, momento en el que finaliza la recuperación. (Nota: Se puede añadir un enfriador en el extremo de escape para facilitar la recuperación del gas residual).
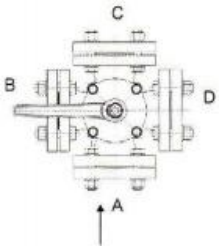
Principio de funcionamiento de una válvula de cuatro vías
Cuando la válvula de cuatro vías está en la posición que se muestra en la figura a, el extremo A es la entrada y el gas fluye de A a B, a través del tubo de conexión, el conjunto del filtro de entrada, el tubo de entrada del compresor, el compresor, el tubo de escape del compresor y del extremo D al extremo C, que es el extremo de escape.
Cuando la válvula de cuatro vías está en la posición que se muestra en la figura b, el extremo C es la entrada y el gas fluye de C a B, a través del tubo de conexión, el conjunto del filtro de entrada, el tubo de entrada del compresor, el compresor, el tubo de escape del compresor y el extremo D hasta el extremo A, que es el extremo de escape.
Selección de la presión de entrada y salida del compresor
Temperatura (℃)
atmósferas (kg/cm²)
Temperatura (℃)
atmósferas (kg/cm²)
20
8.4585
30
11.512
22
9.0125
32
12.212
24
9.594
34
12.943
26
10.204
36
13.708
28
10.843
La presión de vapor saturado del nitrógeno líquido a 20-36℃
A temperaturas más elevadas, la presión de vapor saturado del amoníaco líquido es mayor, por lo que se selecciona un modelo con una presión de entrada de 16-24 (presión de escape) para cumplir con los requisitos del entorno operativo de alta temperatura.
Cálculo del desplazamiento del compresor
El cálculo del caudal específico es bastante complejo y requiere fórmulas de cálculo y experiencia. Esta sección presenta un método de cálculo sencillo: tomando como ejemplo la descarga de un camión cisterna de 15 toneladas en una hora.
Calcular el volumen del camión cisterna
En función de las condiciones de funcionamiento proporcionadas, determine primero el caudal volumétrico total necesario para descargar 15 toneladas de amoníaco líquido del camión cisterna en una hora.
La gravedad específica del amoníaco líquido es 0,618; por lo tanto, el volumen de 15 toneladas de amoníaco líquido es: 15 ÷ 0,618 = 24,272 m³. Dado que el camión cisterna no se puede llenar completamente, generalmente se llena hasta aproximadamente 801 TP3T de su capacidad. Por lo tanto, el volumen del camión cisterna es 24,272 ÷ 0,8 = 30,34 m³. Así, el volumen total del camión cisterna es de 30 m³.
Calcular el volumen de escape
Debido a que el compresor debe establecer primero un diferencial de presión antes de descargar el amoníaco líquido del camión cisterna al tanque de almacenamiento, lo que generalmente toma 15 minutos, el tiempo real de descarga es de solo 45 minutos. Por lo tanto, el volumen de descarga requerido es 30 ÷ 45 = 0,66667 m³/min. Después de que el compresor presuriza el gas de 1,6 MPa a 2,4 MPa, su volumen disminuirá a aproximadamente 0,66667% de su volumen original (16 ÷ 24). Por lo tanto, el volumen de descarga del compresor es 0,66667 ÷ 0,66667 = 1 m³/min. Con base en los cálculos anteriores, el modelo de compresor recomendado es ZW-1.1/16-24.